Stable and Efficient Variable Frequency Drive Solutions
TECO’s variable frequency drives (VFDs) and permanent magnet direct-drive systems, paired with high-efficiency motors, deliver stable, energy-saving, and high-performance industrial drive solutions. They are widely applied in air compressors, pumps, fans, cooling towers, conveyor systems, and automated production lines, helping customers optimize energy, achieve precise speed control, and upgrade to smart manufacturing.
VFDs integrated with synchronous motors and permanent magnet direct-drive systems significantly improve energy efficiency, ideal for applications with high demands for energy savings and output stability, reducing overall energy consumption by an average of 40%. Suitable for factories, commercial buildings, hospitals, department stores, and stations.
VFDs with induction motors offer mature and stable operation, suitable for speed-controlled equipment such as conveyors and elevators, enabling flexible and precise control.
Advanced smart features such as frequency hopping, vibration mitigation, and multi-pump parallel control enhance system integration and remote monitoring, accelerating the transition to smart manufacturing. These drives are ideal for heavy-duty industrial applications such as steel, petrochemical, water treatment, energy, and manufacturing, improving productivity, reducing energy consumption, and ensuring high reliability and sustainable operation.
TECO VFDs feature the latest auto-tuning technology, supporting tension, position, speed, and torque control for light to heavy loads. Power ranges from 0.2 to 600 kW, with protection ratings IP20, IP21, IP55, and IP66 to suit various environments. They support multiple communication protocols, including EtherCAT, Modbus, BACnet, Profibus-DP, DeviceNet, Ethernet, CANopen, and EtherNet/IP, enabling seamless system integration with flexibility and convenience. All models are certified to CE, cUL, and RCM international safety standards, ensuring efficient energy savings and global compliance.
Product

Medium-to-High Voltage Inverters

Low Voltage Inverters

Permanent Magnet Direct Drive System
Applications
Applications in the Plastics Manufacturing Industry
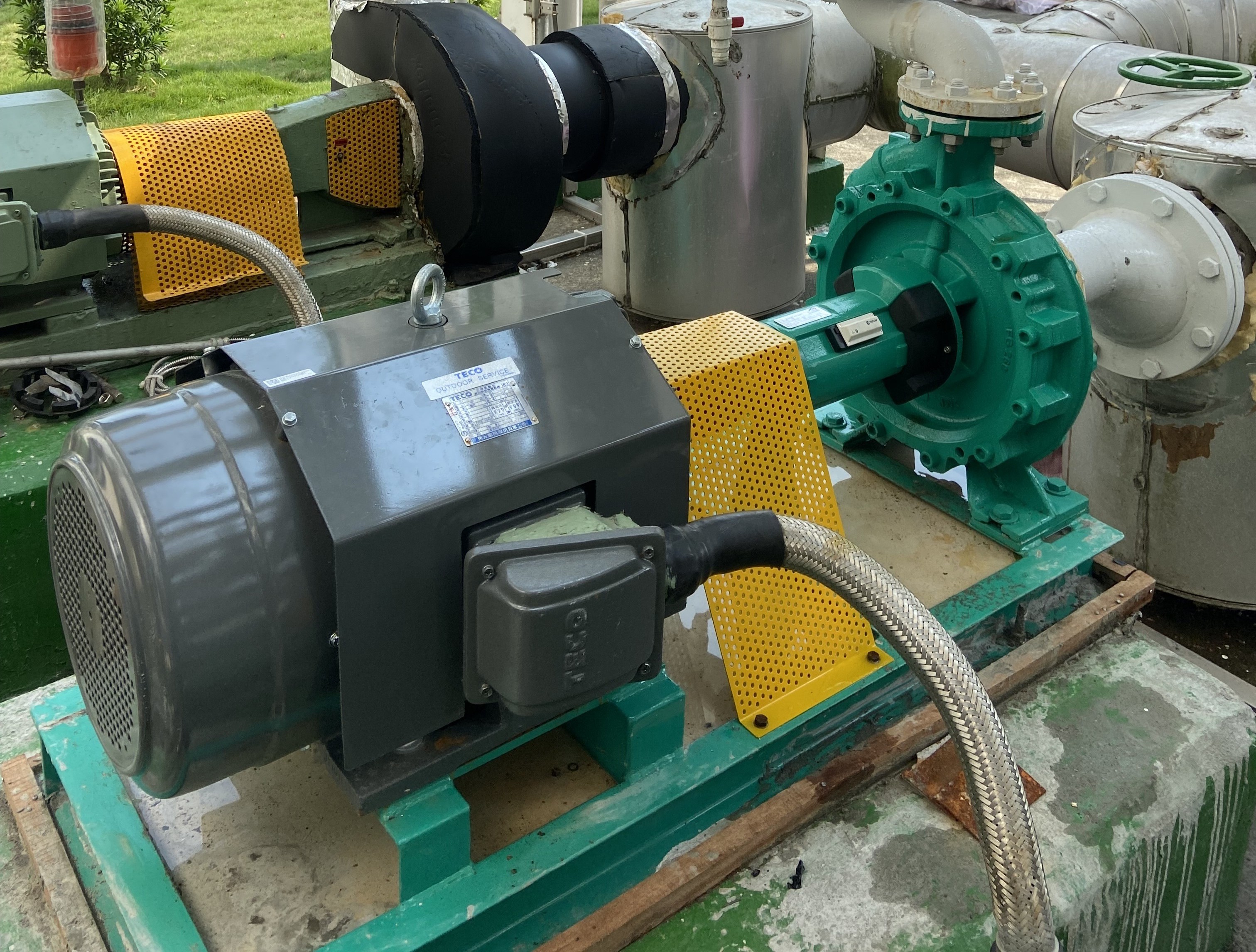
IE4 Ultra-Efficient Water Pump Energy-Saving Integration Solution for HVAC Cooling Systems

Multinational, Multi-Sector Building Applications
HVAC Energy-Saving Control Solutions

Applications in the Metal Manufacturing Industry
Smart Energy-Saving Retrofit for Process Oil Pump Cooling Systems

Applications in the Electronics Manufacturing Industry
Energy-Saving Retrofit and Upgrade of Press Flywheel Systems

Commercial Building and Medical Facility Applications
Smart HVAC System Integration and Energy-Saving Solutions

Applications in the Manufacturing Industry
Energy-Saving Integration Solution for Air Compression / Water Pump / Fan Systems
Contact Us
Pablo Huang
oversea sales
- pablo.huang@teco.com.tw
- +886-2-66159111 #1798
Joy Chen
Taiwan Sales
- joy1002@teco.com.tw
- +886-2-66159111 #1327
Mandy Lu
oversea sales
- mandy.lu@teco.com.tw
- +886-2-6615-9111 #2520